一、单项选择题(在每小题列出的四个备选项中只有一个是符合题目要求的。) 二、填空题1. 对于形状复杂的工件,在进行热处理时,为了防止工件发生裂纹,可先将其放在水中先冷却到一定的温度,然后立即取出再放入油中冷却,称为______,也常称为______。
2. 焊接的主要方法为熔化焊、______和______。
3. 机床的传动链可分为______和______。
4. 在砂型铸造中,______和______是最基本的工序。
5. 镗床的主运动是______,进给运动是______。
6. 外圆磨床有万能外圆磨床、______和______等。
7. 基准不重合指的是______基准和______基准不重合。
8. 机床夹具的组成部分中对一个具体的夹具而言,必不可少的是夹具体、______、______和夹紧装置。
10. 箱体零件的加工表面主要为______和______。
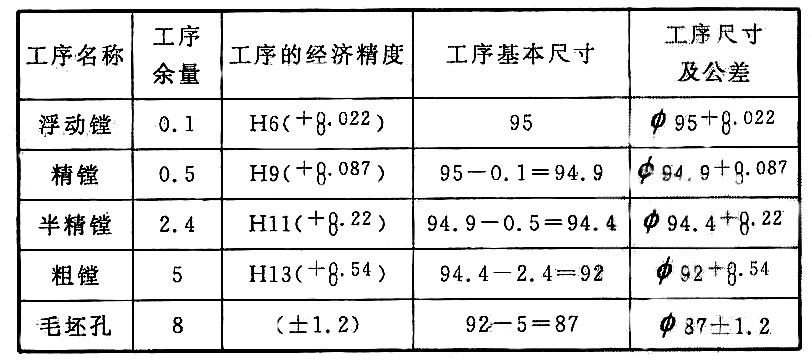
四、分析计算题1. 某主轴箱体主轴孔的设计要求为Φ95H6。其加工工艺路线为:毛坯—粗镗—半精镗—精镗—浮动镗,各工序的工序余量及工序的经济精度如下表所示。试确定各工序基本尺寸、工序尺寸及其公差。
| 工序名称 | 工序余量 | 工序的经济精度 | 工序基本尺寸 | 工序尺寸及公差 |
| 浮动镗 | 0.1 | Hv(+0.0220) | | |
| 精镗 | 0.5 | H9(+0.0870) | | |
| 半精镗 | 2.4 | H11(+0.220) | | |
| 粗镗 | 5 | H13(+0.540) | | |
| 毛坯孔 | 8 | (±1.2) | | |
当工序基准、定位基准或测量基准与设计基准重合,表面多次加工时,工序尺寸及其公差的计算相对来说比较简单。其计算顺序是:先确定各工序的加工方法,然后确定该加工方法所要求的加工余量及其所能达到的精度,再由最后一道工序逐个向前推算,即由零件图上的设计尺寸开始,一直推算到毛坯图上的尺寸。工序尺寸的公差都按各工序的经济精度确定,并按“人体原则”确定上、下偏差。故计算如下表:
2. 用调整法大批量生产如图所示箱体零件,平面A、B已加工完毕,欲以平面B定位安排镗孔工序,保证设计尺寸205±0.1mm。试建立尺寸链、指明各环性质并求工序尺寸H的大小及偏差。

(1)画尺寸链图如下图所示,
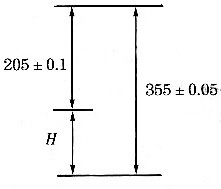
封闭环205±0.1
增环355±0.05
减环H
(2)计算
H的基本尺寸:由205=355-H,得H=150
下偏差:+0.1=0.05-EIH
得EIH=-0.05
上偏差:-0.1=-0.05-ESH
ESH=+O.05
故H=150±0.05mm



 深色:已答题 浅色:未答题
深色:已答题 浅色:未答题