一、单项选择题(在每小题列出的四个备选项中只有一个是符合题目要求的。) 二、填空题1. 通常工件的装夹有两种方法:______和______。
2. 工件在三维空间中具有______自由度,每个定位点可以限制______自由度。
3. 机床夹具主要由______、______、对刀装置和导向元件、夹具体以及其他元件组成。
4. 机械加工表面质量是指加工表面的______和表面层的______。
5. 对加工精度影响较大的机床几何误差是主轴回转误差、______和______。
6. 加工表面的几何形状特征是指______及______。
7. 加工箱体类零件时,应先加工______,后加工______。
8. 加工余量是指加工过程中,所切去的金属层厚度。余量有______和______两种。
9. 通常将整个工艺路线划分为______、半精加工、精加工和______几个阶段。
10. 机械制造中常用的装配方法有互换装配法、分组装配法、______和______四种。
三、简答题1. 工件被夹紧了就一定被定位了,此说法是否正确?
这种说法不正确。工件的定位是指工件相对于机床,刀具具有一个正确的位置。工件通过定位元件获得正确位置后,需要对其施加一定的夹紧力,以抵消在切削过程中产生的切削力、惯性力和重力等影响工件定位的各种力,从而保证工件稳定地保持在正确的位置上。工件被夹紧而不动了,并不说明它被定位了,还要看它相对于机床、刀具是否具有正确的位置。
2. 何谓“误差复映”?如何修正“复映误差”?
误差与工件表面加工前的误差形状相似,误差值减小,似原误差的残留,称为“误差复映”,引起的加工误差称为“复映误差”。工件经多次走刀或经多道工序加工后,工件的误差就会减小到工件公差所许可的范围内。
3. 简述固定支承、可调支承、自位支承、辅助支承的特点。
(1)固定支承指的是支承钉和支承板,支承钉与工件以小面积接触,属点定位,限制一个自由度;支承板与工件以狭长面积接触,属线定位,限制两个自由度。
(2)可调支承属非固定式支承,它与固定支承的区别是与工件接触的支承钉做成螺钉,可以调节高度,并可用螺母进行锁紧。
(3)自位支承属非固定式支承,是指在定位时与工件相接触的点能随定位基面自动调整其位置,使各点都能保持接触的支承。无论自位支承与工件有几个接触点,都只能限制一个自由度,不会发生过定位现象。
(4)辅助支承主要作用是用于提高工件的装夹刚度和稳定性,减少切削变形,而不起定位作用。辅助支承与可调支承在功能上的区别是前者不起定位作用,后者则不然;在操作上的区别在于前者是工件先定位,然后被夹紧,最后调整辅助支承,而后者则是先调整可调支承,然后工件定位,最后夹紧工件。
4. 简述减少工艺系统热变形的主要措施。
(1)直接减少热源的发热及其影响;
(2)热补偿;
(3)热平衡;
(4)控制环境温度。
5. 简述精基准选择中的自为基准原则。
某些要求加工余量小而均匀的精加工工序,可选择加工表面本身作为定位基准,称为自为基准原则。如珩磨、浮动镗刀和浮动铰刀等加工孔的方法都是自为基准的实例。采用自为基准原则加工时,只能提高加工表面本身的尺寸、形状精度,而不能提高加工表面的位置精度,加工表面的位置精度应由前道工序保证。
6. 简述刀具和工件热变形对加工精度的影响。
切削时刀具切削部分的温度很高,刀具的热变形表现为刀杆的伸长,影响加工精度。但当刀具达到热平衡后,热变形基本稳定,对加工精度的影响不大。
工件的热变形一般有两种情况:一种是均匀受热,如车、镗、外圆磨等加工方法,它主要影响尺寸精度;另一种是不均匀受热,如平面的刨、铣、磨等工序,工件单面受热,上下表面之间形成温差而产生弯曲变形,这时主要影响几何形状精度。
四、分析计算题1. 分析图所示的定位方案是否合理,并提出改进方案。

长心轴限制了

四个自由度。下平面限制了

三个自由度。因此,

两个自由度被重复限制,属过定位。除非齿轮的中心孔与端面的垂直度精度非常高,否则一般不允许使用。改进:将长心轴改为短销即可。
2. 加工如图所示轴套,已知工序是先车外圆A
1=Φ70
-0.04-0.08,然后镗内孔A
2=Φ60
+0.060,同时保证内外圆同轴度公差A
3=Φ0.02,求壁厚。

作出尺寸链图如答图所示:

增环有

,减环有

,封闭环为A
0,即壁厚。利用竖式法计算如表所示:
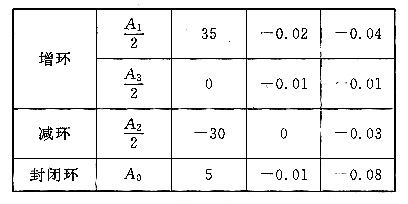
所以,壁厚A
0=5
-0.01-0.08。



 深色:已答题 浅色:未答题
深色:已答题 浅色:未答题